
Акустична емісія (АЕ) - явище поширення пружних коливань (акустичних хвиль), що генеруються раптової деформацією напруженого матеріалу.
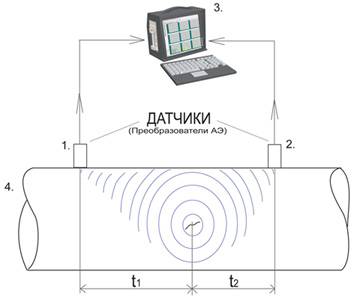
- Перетворювач АЕ (приймач 1);
- Перетворювач АЕ (приймач 2);
- Центральний блок збору і обробки на базі індустріального комп'ютера;
- Об'єкт контролю;
t1 - час приходу сигналу на перший
приймач;
t2 - час приходу сигналу на другий приймач.
За зареєстрованим часом приходу сигналу t1 на 1-й приймач (датчик) системою визначається різниця часу приходу Т (Т = t2-t1) на рознесені приймачі. Потім по відомій швидкості звуку в матеріалі і відомим координатам приймачів, програмою обчислюються координати джерела (дефекту). Схеми розташування датчиків можуть бути різними.
Коливання поширюються від джерела випромінювання до датчика (датчиків), де вони перетворюються в електричні сигнали. АЕ прилади реєструють ці сигнали і відображають дані на екрані у вигляді осцилограм, локацій, цифрових індикацій, на основі яких оператор може оцінити стан і поведінку структури матеріалу під напругою, виявити і визначити місцезнаходження дефектів.
Необхідність проведення контролю устаткування
підвищеної небезпеки методом акустичної
емісії:
- великі терміни експлуатації;
- зростаюча з кожним роком інтенсивність відмов;
- висока швидкість росту експлуатаційних дефектів у конструкції;
- катастрофічні наслідки від руйнування об'єкта.
Використання традиційних дискретних методів обстеження стає неефективним через велику трудомісткість, локальності даних методів обстеження.
Акустико-емісійний контроль: виявляє ті, що розвиваються, тобто найбільш небезпечні дефекти.
Даний метод є дистанційним, він не вимагає сканування поверхні об'єкта для пошуку локальних дефектів, а лише правильного розміщення датчиків на поверхні об'єкта для здійснення локації джерела акустичної емісії.
Можливості акустико-емісійного контролю
Контроль технічного стану:
- резервуарів для зберігання нафтопродуктів,
- залізничних цистерн,
- ізотермічних сховищ аміаку,
- агрегатів і систем нафтопереробних і газопереробних заводів,
- обладнання компресорних станцій,
- металоконструкцій.
Переваги:
- Дистанційне виявлення і визначення координат дефектів
- Проведення неруйнівного контролю всього об'єкта цілком за один цикл навантаження
- Швидка установка датчиків
- Висока чутливість
- Вимагає локального доступу до об'єкта
- Визначає ті дефекти, що розвиваються
- Вимагає відносно не великого навантаження
Обмеження:
- Конструкцію необхідно навантажувати
- Активність АЕ сильно залежить від матеріалу і акустичного контакту
- При АЕ – контролі як правило присутні помилкові сигнали АЕ
- Важко відрізнити помилкові сигнали від корисних сигналів АЕ
- АЕ-контроль дає обмежену інформацію про тип дефекту.
| Традиційні методи НК | Метод акустичної емісії |
|---|---|
| Велика трудомісткість підготовчих робіт і контролю | Трудомісткість підготовчих робіт та контролю в десятки (сотні) разів менше |
| Неможливість розпізнавання дефектів, які розвиваються під дією експлуатаційних навантажень | Виявляються найбільш небезпечні (що розвиваються під дією експлуатаційних навантажень) види дефектів |
| Для проведення контролю вимагається припинення експлуатації об'єкта | Контроль може здійснюватися в умовах реальної експлуатації або при впливі еквівалентних випробувальних навантажень |
- Для проведення акустико-емісійного контролю ізоляційне покриття (якщо воно є) знімається тільки в місцях установки АЕ-датчиків.
- Штатні методи НК використовуються для вибіркового контролю в сумнівних місцях, визначених за результатами акустико-емісійного контролю.
- АЕ-метод дозволяє оцінити технічний стан конструкції в цілому, на відміну від вибіркової оцінки при використанні інших методів НК.
Контроль різних об'єктів і види дефектів, що виявляються:
Цистерни залізничні:
- У котлі-цистерні виявляються: тріщини в основному металі та зварних швах, корозія стінки і наскрізні пошкодження (витоку).
- Котла-цистерни здійснюється за рахунок надлишкового тиску при пневмо- або гідровипробувань або за рахунок створення вакууму в допустимому діапазоні.
Ємності для зберігання нафтопродуктів:
- Виявляються дефекти в недоступній в умовах експлуатації і найбільш навантаженої частини резервуара - днище і в уторном зварному шві.
- Навантаження стінки і днища здійснюється при наливанні продукту.
Посудини спеціального призначення (гумовані, з теплоізоляційним незнімним покриттям, що містять дорогий каталізатор)
- Застосування штатних засобів НК через відсутність доступу неможливо.
- АЕ-методом виявляються дефекти в металі посудини при мінімальному порушенні покриття.
- Для збереження характеристик реагенту, що не видаляється, випробування посудини здійснюється робочим середовищем або інертним газом.
Види акустичних систем, що використовуються:
| Основні технічні характеристики | |
|---|---|
| Максимальна довжина коаксіального кабелю РК50 | 250 м. |
| Кількість каналів в системі | 12 |
| Кількість каналів на одній платі обробки даних | 4 |
| Рівень шуму, приведеного на вхід | не більше 5 мкВ |
| Діапазон робочих частот | 1 ÷ 500 кГц |
| Частота перетворення АЦП | 2 МГц |
| Динамічний діапазон виміру амплітуди | 100 дБ. |
| Кількість параметричних каналів | 1 на кожен модуль АЕ |
| Температурний діапазон роботи датчиків | 60 º C до +120 º C. |
| Температура навколишнього середовища | +5 ÷ +40°C |


Приклади проведення контролю



| Основні технічні характеристики | |
|---|---|
| Максимальна довжина кабелю, від БС до каналу | 100 м. |
| Тип блоку синхронізації | 15 канальний |
| Рівень шуму, приведеного до входу | не більше 5 мкВ. |
| Діапазон робочих частот | 10 ÷ 800 кГц |
| Частота дискретизації | 2,5 МГц. |
| Динамічний діапазон виміру амплітуди | 95 дБ. |
| Кількість параметричних каналів | 1 |
| Максимальна довжина кабелю, від БС до каналу | 100 м. |
| Температурний діапазон роботи датчиків | 60º C до +120º C. |
| Температура навколишнього середовища | +50 °С |



